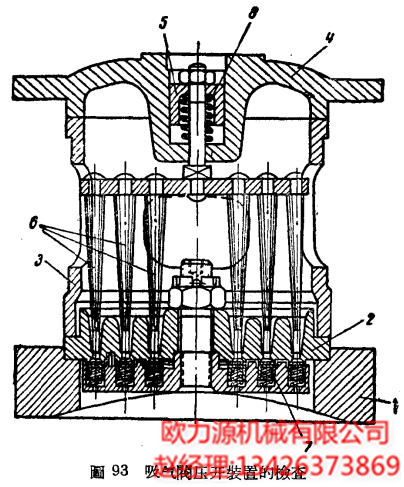
檢查複盛空壓機吸氣閥壓開裝置的(de)狀态是在特制的(de)支環上進行的(de), 支壞1本身放置在工作台上。
将吸氣閥2以裝配的(de)形式安裝在支環的(de)凹窩内,帶蓋的(de)罩子3和(hé)壓開裝置4則安裝在吸氣閥上。
然後将小塞5由上向下(xià)按壓,并檢查叉杆6和(hé)閥片7是否同 時(shí)接觸。如果叉杆對(duì)閥片的(de)接觸不是同時(shí)發生的(de),那末應把長(cháng)的(de) 叉杆的(de)末端锉齊。
當小活塞5的(de)全行程時(shí),閥片7應該被壓著(zhe)離開閥座的(de)接觸 帶;如果不是這(zhè)樣,那末,叉杆應該調換較長(cháng)的(de),或延長(cháng)其末端。
當不再按小活塞5時(shí),壓開裝置的(de)叉杆應該在彈簧8的(de)作用(yòng)下(xià)立刻返回原來(lái)位置,也(yě)就是不再和(hé)氣缸接觸。
如果不是這(zhè)樣,那末必然是彈簧8折斷或者是太軟弱了(le)。因此必須把它換掉。對(duì)于 正确調整過的(de)壓開裝置,當不向下(xià)按壓小活塞5時(shí),叉杆與閥 片之間的(de)間隙應在5-5.5公厘的(de)範圍以内。
小活塞5與蓋4上氣缸窩的(de)研磨質量,以用(yòng)煤油注入小活塞 5上部的(de)空間來(lái)檢查。注入的(de)煤油在5分(fēn)鐘(zhōng)内不應透過小活塞5 與蓋4氣缸窩之間的(de)空隙,否則,即應更換小活塞或其活塞環。
閥片與閥座的(de)嚴密配合也(yě)可(kě)用(yòng)刮削的(de)方法來(lái)達到,在這(zhè)種情 況下(xià),刮削的(de)質量放到塗了(le)色的(de)闆上來(lái)檢驗,直到每1公分(fēn),被 刮削過的(de)表面上出現12-16個(gè)斑點爲止。
刮完以後,須将閥片對(duì)著(zhe)閥座的(de)密封帶進行研磨。如果注入的(de)媒油在5分(fēn)鐘(zhōng)内沒有從 接觸的(de)表面透過去,即可(kě)認爲研磨合格。
閥片相對(duì)閥座的(de)研磨,除了(le)用(yòng)研磨粉和(hé)研磨膏以外, 還(hái)可(kě)以采用(yòng)搗碎并經過篩分(fēn)的(de)玻璃。在這(zhè)種情況下(xià)須将閥座塗上 油,撒一層薄薄的(de)玻璃粉,才開始進行研磨。
在研磨的(de)時(shí)候,須輪流著(zhe)研磨閥片的(de)兩面。研磨直進行到不再出現任何發亮的(de)地方爲止。
當整個(gè)圓周都得(de)到無光(guāng)澤的(de)表面時(shí),研磨即可(kě)結束。
此外,應将白玺在閥片上所刻下(xià)的(de)紋路,在閥片回轉的(de)條件下(xià)均勻地紋 路傳到閥座上。
這(zhè)卸檢查完了(le)以後,再用(yòng)煤油或用(yòng)氣箱中的(de)壓縮 空氣檢查研磨表面的(de)嚴密性。